Introduction
The global agricultural industry is undergoing a significant transformation as farmers and consumers increasingly prioritize sustainable practices. At the heart of this movement lies organic fertilizer—a natural alternative to synthetic chemicals that enriches soil health, improves crop yields, and minimizes environmental impact. While organic fertilizer can be produced in powder form, pelletized organic fertilizer has emerged as the preferred choice for modern agriculture due to its ease of handling, uniform nutrient distribution, and superior storage characteristics.
Producing organic fertilizer pellets is a systematic process that transforms raw organic waste into a valuable, marketable product. Whether you are a small-scale farmer looking to recycle farm waste or an entrepreneur planning a commercial operation, understanding the step-by-step production process is essential for success. This comprehensive guide will walk you through each stage of organic fertilizer pellet production, with particular emphasis on the critical role played by the organic fertilizer pellet machine in transforming loose compost into dense, uniform granules.
Step 1: Raw Material Collection and Preparation
The foundation of high-quality organic fertilizer pellets begins with proper raw material selection. Virtually any organic waste containing sufficient nutrients can serve as feedstock, including livestock and poultry manure, crop straw, agricultural residues, mushroom cultivation waste, food processing by-products, municipal organic waste, and even traditional Chinese medicine residues. The key is ensuring that your raw materials are free from contaminants such as plastics, stones, and heavy metals, which could compromise both equipment performance and product safety.
Once collected, raw materials often require preliminary processing. Fresh animal manure, for example, typically contains 60% to 80% moisture—far too high for effective composting or pelletization. A manure dehydrator or screw press dewatering machine should be employed to reduce moisture content to approximately 50% to 60%. This step not only prepares the material for fermentation but also significantly reduces transportation and handling costs. For materials like crop straw or wood chips, size reduction through chipping or shredding may be necessary to increase surface area and accelerate decomposition.
Step 2: Composting and Fermentation
Composting is the biological engine that converts raw organic waste into stable, nutrient-rich humus. This aerobic fermentation process involves the controlled decomposition of organic matter by beneficial microorganisms, which break down complex compounds into simpler, plant-available forms. Successful composting requires careful management of several critical parameters.
First, the carbon-to-nitrogen (C:N) ratio must be balanced, ideally between 25:1 and 30:1. Materials high in nitrogen, such as fresh manure, should be mixed with carbon-rich amendments like straw, sawdust, or dried leaves. Second, moisture content should be maintained at 50% to 60%—damp enough to support microbial activity but not so wet that anaerobic conditions develop. Third, oxygen supply must be ensured through regular turning or mechanical aeration.
Temperature management is crucial during fermentation. As microorganisms consume organic matter, they generate heat, causing pile temperatures to rise to 55°C to 65°C (131°F to 149°F). This thermophilic phase is essential for killing pathogens, weed seeds, and parasite eggs. A compost turner machine should be used to mix the materials every two to three days, ensuring uniform temperature distribution and preventing the formation of anaerobic zones. The entire fermentation process typically takes 15 to 20 days, though in-vessel fermentation tanks can accelerate this timeline through automated temperature and humidity control. Finished compost should be dark, crumbly, and possess an earthy aroma with no recognizable original materials.
Step 3: Crushing and Mixing
Even after thorough composting, the material often contains clumps, fibrous particles, and uneven textures that must be addressed before granulation. A semi-wet material crusher or high-moisture crusher is employed to grind the compost into a fine, uniform powder. This step is critical because consistent particle size ensures even nutrient distribution and facilitates the subsequent pelletizing process. Crushers designed specifically for organic fertilizer production can handle materials with moisture content up to 50% without clogging, making them far more efficient than conventional grinding equipment.
Following crushing, the powdered compost may require blending with additional ingredients to achieve desired nutritional profiles. If your target market demands a specific NPK ratio—such as 5-5-5—you can incorporate mineral supplements like rock phosphate, sulfate of potash, or bone meal during the mixing stage. Functional additives such as humic acid, beneficial microbes, or biochar can also be introduced at this point to enhance product value. A horizontal mixer or double-shaft paddle mixer ensures thorough, homogeneous blending, eliminating nutrient hotspots and weak zones that could affect pellet quality and crop performance.
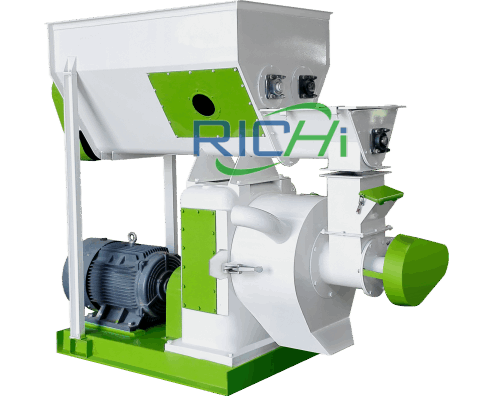
Step 4: Granulation with the Organic Fertilizer Pellet Machine
Granulation represents the pivotal transformation in the production line—the moment when loose compost powder becomes dense, marketable pellets. The organic fertilizer pellet machine is the centerpiece of this operation, and selecting the appropriate type for your scale and material characteristics is paramount.
https://richipelletizer.com/organic-fertilizer-pellet-machine
There are several granulation technologies available, each suited to different production requirements. The flat die pellet machine features a simple structure with a horizontal die plate and rotating rollers, making it ideal for small to medium-scale operations or startups with limited capital investment. Its straightforward design facilitates easy maintenance and operation, though output capacity is relatively modest.
For larger commercial operations, the ring die pellet machine offers superior performance. In this configuration, materials are fed into a rotating ring die and compressed between the die and pressure rollers. As the die rotates, raw material is continuously forced through precisely machined holes, forming long cylindrical strands. A high-speed cutter mounted on the exterior of the ring die then slices these strands to the desired length, typically 3 to 8 millimeters. The ring die pellet machine produces pellets with exceptional density, smooth surfaces, and uniform dimensions—qualities that command premium prices in competitive markets.
Alternative granulation methods include the disc granulator, which operates like a rotating tilted pan where powder particles roll and coalesce as water is sprayed, much like snowballs forming; and the rotary drum churning granulator, which excels in high-volume continuous production. Regardless of the specific technology employed, wet granulation methods typically achieve granulation rates exceeding 93%, meaning minimal material waste and maximum efficiency.
The working principle of the organic fertilizer pellet machine involves three key stages. First, the fermented and loosened powder is conveyed into the feeding chamber, where an anti-arching device continuously agitates the material to prevent bridging and ensure consistent flow. Next, the material enters the pelleting chamber, where mechanical pressure and, in some systems, binding moisture cause particles to adhere and form coherent structures. Finally, the extruded strands are cut to specification and discharged for post-processing. The moisture content of the feed material should ideally be controlled between 25% and 30% for optimal pellet formation—too dry and the material will not bind properly; too wet and the pellets will be soft and prone to deformation.
Step 5: Drying and Cooling
Freshly extruded pellets contain 20% to 30% residual moisture and retain significant heat from the mechanical friction of the pelletizing process. These conditions make the product unsuitable for immediate packaging, as warm, moist pellets stored in sealed bags will develop condensation, leading to mold growth, clumping, and quality deterioration.
A rotary drum dryer addresses this challenge by exposing the pellets to a stream of hot air, reducing moisture content to below 15%—and ideally below 12% for long-term storage. Temperature control during drying is essential; excessive heat can kill beneficial microorganisms added during mixing and may cause nutrient volatilization. Following drying, a rotary cooler brings the pellets back to ambient temperature using forced cold air circulation. This cooling step serves a dual purpose: it prevents condensation in storage containers and hardens the pellet structure, improving durability and reducing breakage during handling and transport.
Step 6: Screening and Coating
Quality control is implemented through a vibrating screening machine that sorts pellets by size. Properly sized granules proceed to the coating or packaging stage, while oversized pellets are crushed and recycled back into the mixing process, and undersized fines return to the granulator for reprocessing. This closed-loop system maximizes raw material utilization and minimizes waste.
An optional but highly recommended step is pellet coating. A rotary coating machine applies a thin layer of oil, wax, or specialized polymer to the pellet surface. This treatment provides multiple benefits: it creates a moisture barrier that extends shelf life, imparts an attractive glossy appearance that enhances marketability, and improves flow characteristics for mechanical spreaders. For producers of bio-organic fertilizers, coating can also serve as a vehicle for applying live microbial inoculants after the heat-intensive drying stage, ensuring maximum microbial viability.(click this link now)
Step 7: Packaging and Storage
The final stage of production involves automated weighing and packaging systems that fill bags—commonly 25 kg or 50 kg—with precision and efficiency. Modern packaging machines incorporate PLC controls that adjust filling speeds, ensure accurate weights, and seal bags to prevent moisture ingress. For bulk buyers such as large-scale farming operations, bulk loading and silo storage options may be preferable to bagged products.
Finished organic fertilizer pellets should be stored in a dry, ventilated warehouse away from direct sunlight and moisture sources. When properly dried, cooled, and packaged, organic fertilizer pellets maintain their physical integrity and nutritional value for 12 to 24 months, providing ample time for distribution and sale.
Equipment Considerations and Production Scaling
A complete organic fertilizer pellet production line integrates multiple machines working in concert: dewatering equipment, compost turners or fermentation tanks, crushers, mixers, the organic fertilizer pellet machine, dryers, coolers, screeners, coaters, and packaging machines. For a small-scale operation producing 1 ton per hour, a simplified line with a flat die pellet machine may suffice, requiring an investment of approximately $30,000 to $60,000. Medium-scale facilities producing 4 tons per hour typically employ disc granulators or ring die systems, with complete lines costing around $160,000. Large industrial operations achieving 10 to 20 tons per hour utilize rotary drum granulators and automated control systems, with production facilities requiring 5,500 to 11,000 square meters of covered space.
When selecting an organic fertilizer pellet machine, consider not only capacity but also material adaptability, energy efficiency, die durability, and after-sales support. The ring die pellet machine, while requiring higher initial investment, offers lower per-ton operating costs and superior pellet quality for high-end markets. Conversely, flat die machines provide flexibility and lower entry barriers for emerging producers.
Conclusion
Producing organic fertilizer pellets is a rewarding venture that converts agricultural and organic waste into a sustainable, high-value product. The process demands attention to detail at every stage—from raw material preparation and controlled composting to precision granulation using the organic fertilizer pellet machine and careful post-processing. By mastering these steps and investing in appropriate equipment, producers can create premium fertilizer products that meet the growing global demand for environmentally responsible agricultural inputs. Whether operating at farm scale or industrial capacity, the transformation of waste into wealth through organic fertilizer pellet production represents a compelling opportunity in the green economy.